Contact
Excellent hole accuracy with a low cutting force design
- Low cutting force design improves hole accuracy
- Optimal web thickness limits deflection
- Fine chip breaking even in deep hole drilling applications
- Easy insert replacement
- Long tool life and stable machining of various workpieces
- HQP high precision insert for steel machining and chamfering attachment are added to lineup

 Low cutting force design improves hole accuracy
Low cutting force design improves hole accuracy
Special chisel edge with S-curve reduces thrust force and controls vibration.
Cutting Edge Image
-
DRA


-
Standard Drill

Low Cutting Force Comparision
(In house evaluation)
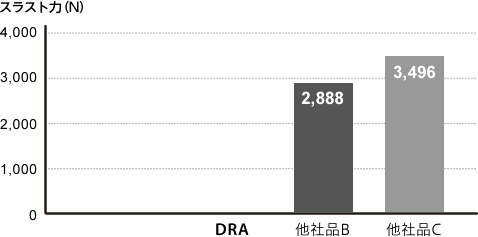

Cutting Conditions: Vc = 120 m/min, f = 0.25 mm/rev
Drilling Diameter φ14, Drilling Depth 45 mm, Wet, Workpiece: 1049(C50)
 Optimal web thickness limits deflection
Optimal web thickness limits deflection
Improved hole accuracy by controlling drill deflection with a 20% thicker web compared with Competitor A.
Web Thickness Comparison
-
DRA


-
Competitor A


Roundness/Cylindricity Comparison
(In house evaluation)
-
DRA


-
Competitor D

-
Competitor E

| Roundness | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Cylindricity | 23.6μm | 34.3μm | 30.1μm |
Cutting Conditions: Vc = 120 m/min, f = 0.3 mm/rev
Drilling Diameter φ14, Measurement Position 55 mm, Wet Workpiece: 1049(C50)
 Fine chip breaking even in deep hole drilling applications
Fine chip breaking even in deep hole drilling applications
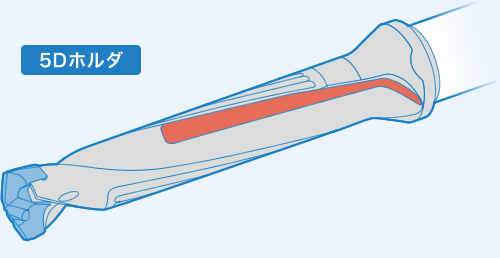
Optimized chip thinning for stable chip evacuation.
Support groove with wider flute (5D, 8D) enables smooth chip evacuation.

Chip Comparison
Cutting Conditions: Vc = 60 m/min, f = 0.2 mm/rev, Drilling
Diameter φ14, Drilling Depth: 70 mm, Wet Workpiece: 304(X5CrNi18 10)
Diameter φ14, Drilling Depth: 70 mm, Wet Workpiece: 304(X5CrNi18 10)



 Easy insert replacement
Easy insert replacement
Replace insert without removing screw.
-


Replace insert without removing screw
-


Install the insert onto tooholder (align insert guide line with screw position)
-


Fix the insert by tightening the screw
 Long tool life and stable machining of various workpieces
Long tool life and stable machining of various workpieces
1st Recommendation

MEGACOAT NANO grade PR1535 is used to machine various materials from steel to stainless steel, with the combination of a tough substrate and a special nano layer coating.
Coating Properties

Wear Resistance Comparison
(In house evaluation)
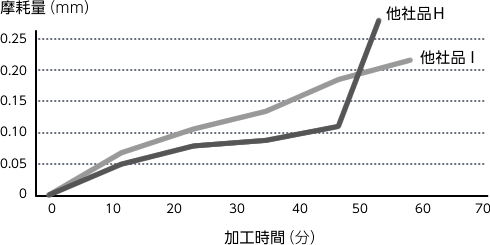

Cutting Conditions: Vc = 60 m/min, f = 0.2 mm/rev, Drilling Diameter φ14, Drilling Depth: 70mm, Wet Workpiece: 4140H(42CrMo4)
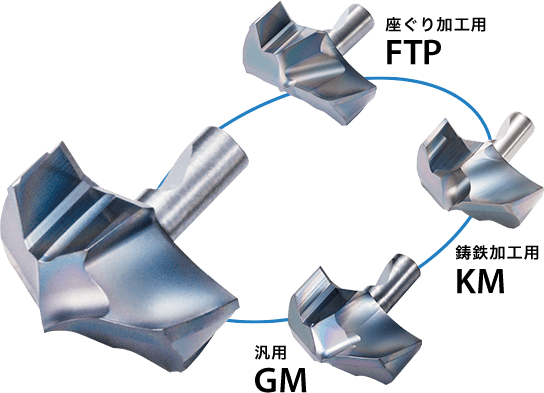
 Configure your drill according to your demand choosing from our different inserts
Configure your drill according to your demand choosing from our different inserts
Four type of inserts specially designed to offer best results for your
application

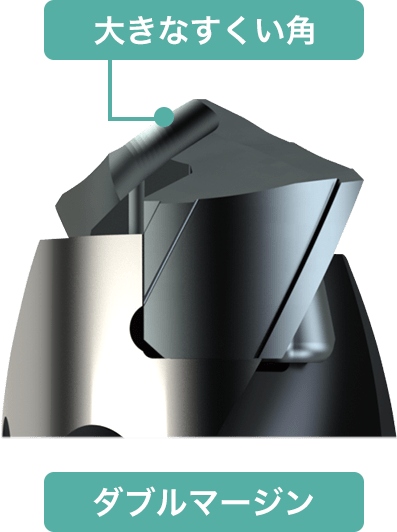
Improved centripetal forces delivers high-precision machining.
Capabilities for both machining centers and lathes.
Special two-step bottom, large rake angle and double margin design reduce initial shock for higher-precision machining.
Cutting force comparison
when entering the workpiece
when entering the workpiece
(Internal evaluation)
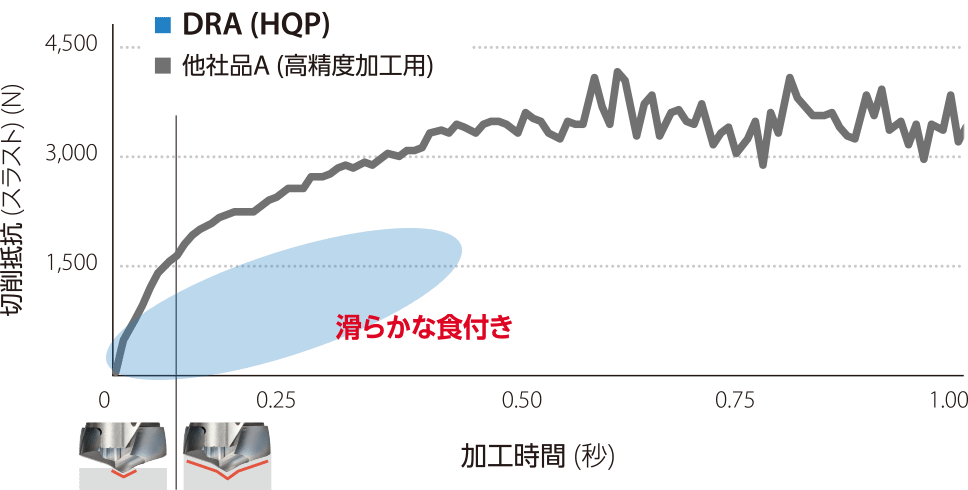

Cutting Conditions : Vc = 100 m/min, f = 0.25 mm/rev, H = 30 mm, Wet Workpiece : S50C ø16 (3D)



Case Studies
Attachment A283(17100)
Vc = 70 m/min (n = 1,240 min-1)
f = 0.23 mm/rev (Vf = 285 mm/min)
Drilling Depth 100 mm
Wet (Internal coolant)
With center hole drilling
SF25-DRA180M-8
DA1800M-GM PR1535


Competitor J applied a peck cycle to avoid chip clogging. DRA controlled chip evacuation without pecking. (User evaluation)
Plate 304(X5CrNi18 10)
Vc = 60 m/min (n = 2,120 min-1)
f = 0.12 mm/rev (Vf = 254 mm/min)
Drilling Depth 15 mm
Wet (Internal coolant)
SS16-DRA090M-3
DA0900M-GM PR1535

DRA extended the tool life by 5 times compared to Competitor K. DRA maintained
stable machining and excellent surface fininsh with less cutting noise.
(User evaluation)
![]() KYOCERA Corporation
KYOCERA Corporation