Kontakt
Doskonała precyzja otworu dzięki małej sile skrawania
- Mała siła skrawania wpływa na poprawę precyzji otworu
- Optymalna grubość rdzenia ogranicza wyginanie
- Drobny wiór nawet przy wierceniu głębokich otworów
- Łatwa wymiana płytki
- Długa żywotność narzędzia i stabilna obróbka różnych detali
- Asortyment poszerzono o płytkę HQP do bardzo dokładnej obróbki stali oraz nasadkę do ukosowania

 Mała siła skrawania wpływa na poprawę precyzji otworu
Mała siła skrawania wpływa na poprawę precyzji otworu
Specjalna krawędź poprzeczna w kształcie litery S zmniejsza siłę pchnięcia i ogranicza wibracje.
Obraz krawędzi tnącej
-
DRA


-
Standardowe wiertło

Porównanie siły skrawania
(Ocena wewnętrzna)
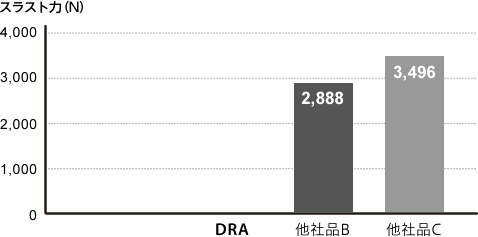

Parametry skrawania:Vc = 120m/min, f = 0.25mm/rev
Średnica wiercenia φ14, Głębokość wiercenia 45mm, Chłodzenie wewnętrzne, Materiał obrabiany: C50
 Optymalna grubość rdzenia ogranicza wyginanie
Optymalna grubość rdzenia ogranicza wyginanie
Zwiększona grubość rdzenia o 20% ogranicza wygięcie wiertła dzięki czemu otwory są wykonywane precyzyjniej w porównaniu z Konkurentem A.
Porównanie grubości rdzenia
-
DRA


-
Konkurent A


Porównanie okrągłości · cylindryczności
(Ocena wewnętrzna)
-
DRA


-
Konkurent D

-
Konkurent E

| Zaokrąglenie | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Cylindryczność | 23.6μm | 34.3μm | 30.1μm |
Parametry skrawania:Vc = 120m/min, f = 0.3mm/rev
Średnica wiercenia φ14, Głębokość wiercenia 55mm, Chłodzenie wewnętrzne, Materiał obrabiany: C50
 Drobny wiór nawet przy wierceniu głębokich otworów
Drobny wiór nawet przy wierceniu głębokich otworów
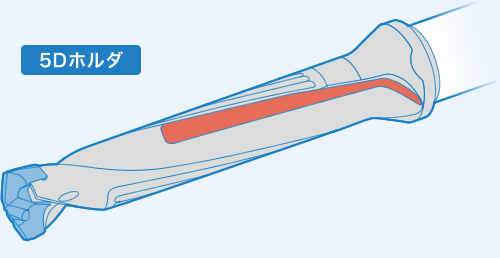
Zoptymalizowane pocienianie wióra w celu stabilnego odprowadzania wiórów. Rowek pomocniczy z szerszym ostrzem (5D, 8D) umożliwia płynne odprowadzanie wiórów.

Porównanie wióra
Parametry skrawania:Vc = 60m/min, f = 0.2mm/rev, Średnica wiercenia φ14
Głębokość wiercenia:70mm, Chłodzenie wewnętrzne, Materiał obrabiany: X5CrNi18 10
Głębokość wiercenia:70mm, Chłodzenie wewnętrzne, Materiał obrabiany: X5CrNi18 10



 Łatwa wymiana płytki
Łatwa wymiana płytki
Płytkę można wymieniać bez wyjmowania śruby
-


Płytkę można wymieniać bez wyjmowania śruby
-


Włożyć płytkę do uchwytu narzędziowego (wyrównać linię prowadzącą płytki z pozycją śruby).
-


Umocować płytkę, dokręcając śrubę.
 Długa żywotność narzędzia i stabilna obróbka różnych detali
Długa żywotność narzędzia i stabilna obróbka różnych detali
Pierwszy wybór

MEGACOAT NANO gatunku PR1535 służy do obróbki różnych materiałów — od stali do stali nierdzewnej, dzięki połączeniu wytrzymałego podłoża i specjalnej nanopowłoki.
Właściwości powłoki

Porównanie odporności na ścieranie
(Ocena wewnętrzna)
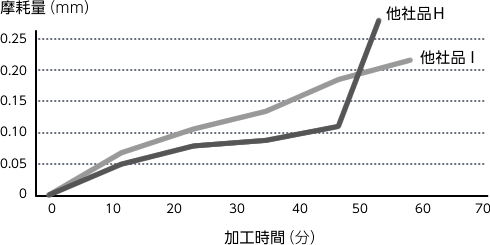

Parametry skrawania:Vc = 60m/min, f = 0.2mm/rev, Średnica wiercenia φ14, Głębokość wiercenia:70mm, Chłodzenie wewnętrzne, Materiał obrabiany: X5CrNi18 10
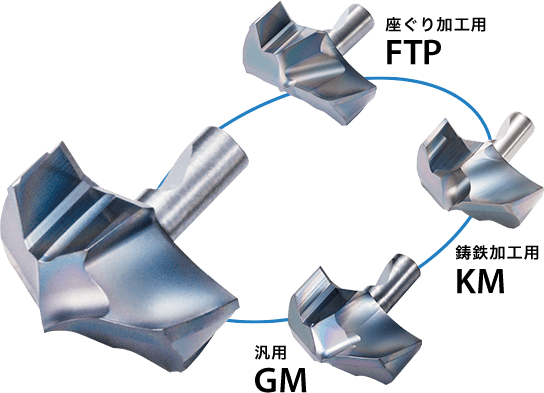
 Skonfiguruj swoje wiertło stosownie
Skonfiguruj swoje wiertło stosownie
do potrzeb wybierając spośród płytek
Cztery typy płytek zaprojektowanych specjalnie dla Twojej aplikacji w celu
osiągnięcia najlepszych wyników

Zwiększone siły dośrodkowe zapewniają wysoką precyzję obróbki,zarówno w przypadku centrów obróbczych, jak i tokarek.
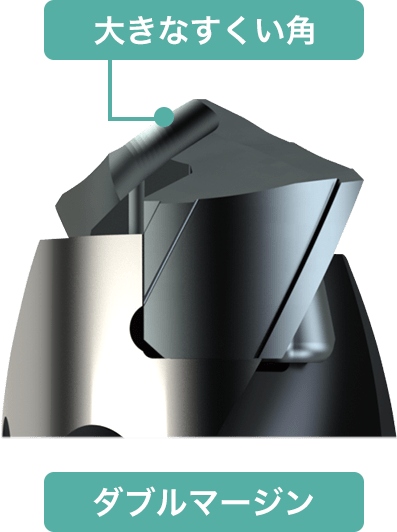
Specjalny dwustopniowy spód, duży kąt natarcia i podwójna krawędź tłumią drgania i zapewniają bardzo dokładną obróbkę.
Porównanie składowej obwodowej
siły skrawania
podczas wejścia
w materiał obrabiany
siły skrawania
podczas wejścia
w materiał obrabiany
(ocena wewnętrzna)
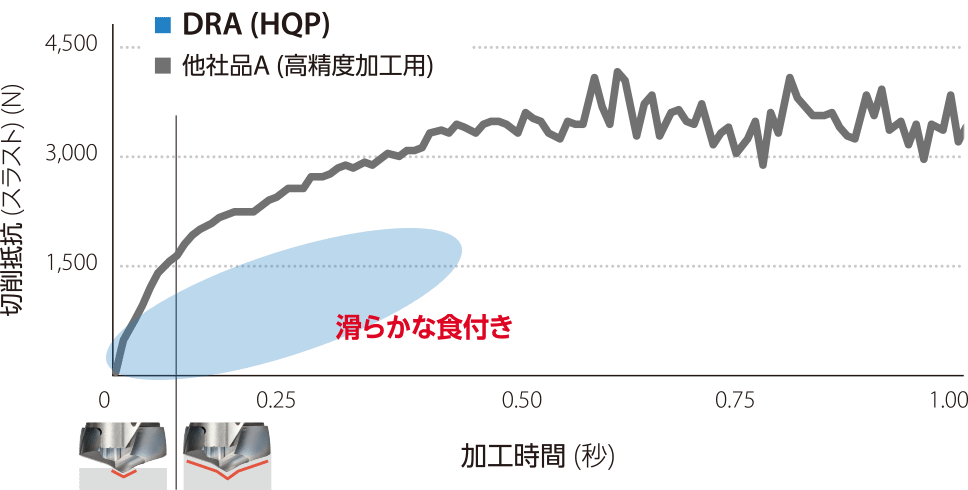

Parametry skrawania: Vc = 100 m/min., f = 0,25 mm/obr., H = 30 mm, Obróbka na mokro: S50C ø16 (3D)



Analizy przypadków
Detal 17100
Vc = 70m/min(n = 1,240min-1)
f = 0.23mm/rev(Vf = 285mm/min)
Głębokość wiercenia 100mm
Mokre (Chłodziwo wewnętrzne)
Wiercenie z otworem środkowym
SF25-DRA180M-8
DA1800M-GM PR1535


Konkurent J stosował wycofywanie wiertła, aby uniknąć utknięcia wiórów.
Wiertło DRA odprowadzało wióry bez konieczności wycofywania.
(Ocena użytkownika)
Płyta X5CrNi18 10
Vc = 60m/min (n = 2,120min-1)
f = 0.12mm/rev (Vf = 254mm/min)
Głębokość wiercenia 15mm
Mokre(Chłodziwo wewnętrzne)
SS16-DRA090M-3
DA0900M-GM PR1535

Żywotność wiertła DRA 5 razy dłuższa w porównaniu z Konkurentem K. Wiertło
DRA utrzymywało stabilną obróbkę i doskonałe wykończenie powierzchni przy
mniejszym hałasie podczas wiercenia.
(Ocena użytkownika)
Prosimy o kontakt
![]() KYOCERA Corporation
KYOCERA Corporation