鋼加工用 新CVDコーティング
CA115P/CA125P
CA115P/CA125P は、コーティングと超硬母材ともに刷新した鋼加工用の新材種です。チップすくい面と逃げ面でコーティング特性を適正化し、耐摩耗性と耐欠損性を両立します。さらに、新開発 中~荒加工用 PMGブレーカもラインナップ。新材種と新ブレーカの組み合わせで、鋼旋削加工のさらなる長寿命化を実現します。
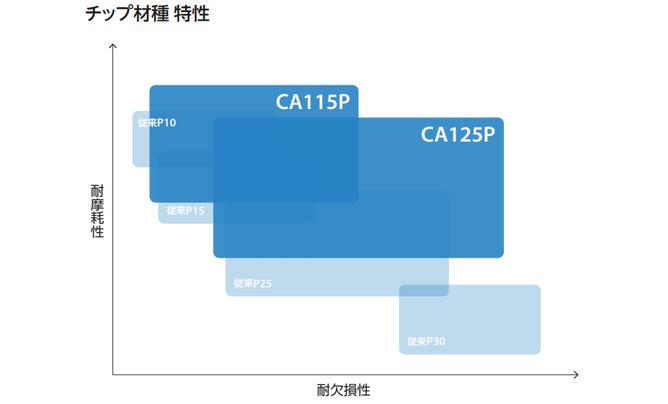
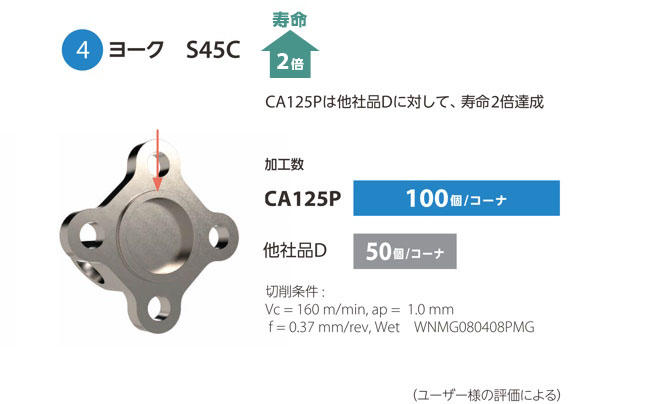
鋼加工用 新CVDコーティング CA115P/CA125Pは、荒加工から仕上げ加工まで多様な加工環境に対応。多様なワーク形状・被削材で長寿命化を達成しました。さらに、新登場 PMGブレーカとの組み合わせで、最大で寿命4倍を達成。






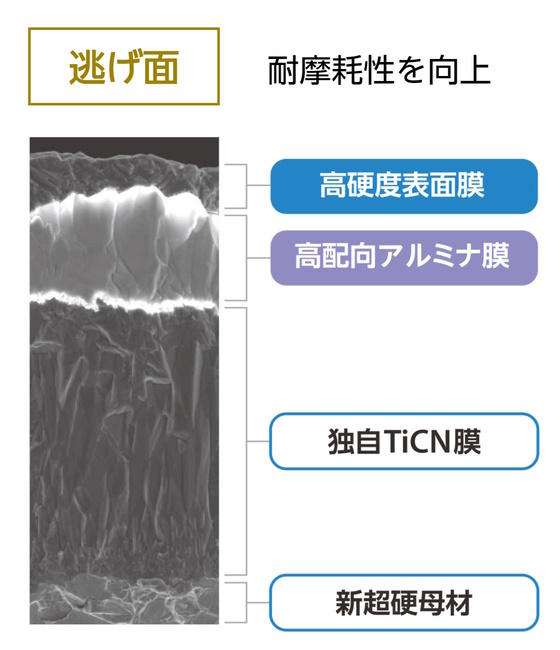
チップすくい面と逃げ面でコーティング特性を適正化し、旋削チップに求められる性能を高次元で実現しました。すくい面は高配向アルミナ膜でクレータ摩耗を抑制。さらに新技術の表面処理で耐欠損性が向上しました。逃げ面は高硬度表面膜でこすれ摩耗を抑制。金色面のため使用コーナの識別も容易です。
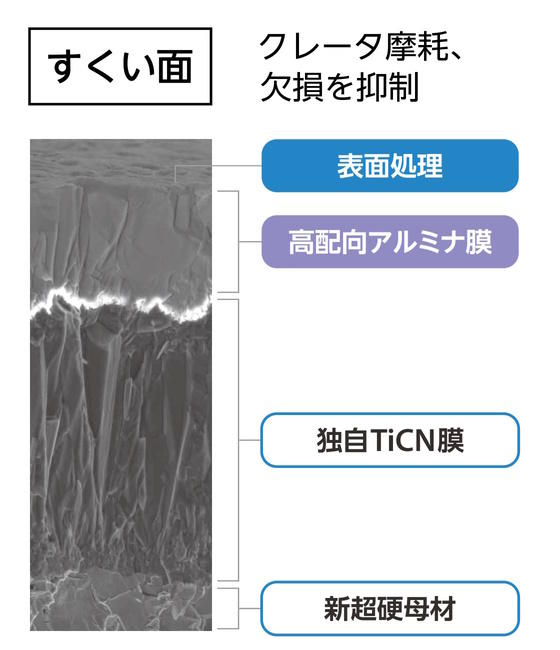
切削加工時に発生する切りくず。チップのすくい面は切りくずとの摩擦熱によるクレータ摩耗が発生しやすく、切りくず処理の悪化につながります。
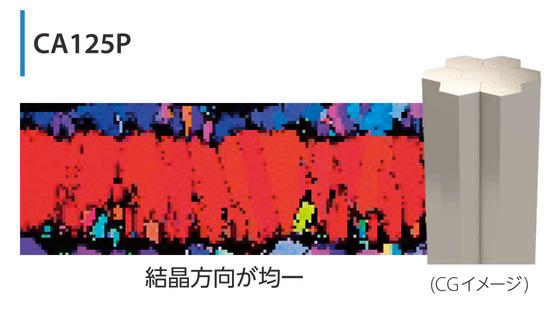
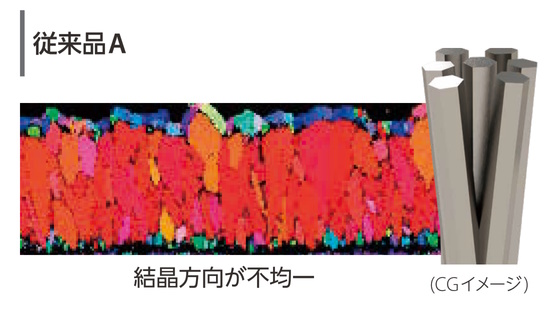
CA115P/CA125Pは、高配向アルミナ膜でクレータ摩耗を抑制します。独自の結晶制御技術で、アルミナ膜結晶方向の均一化に成功。業界最高水準※のAl2O3配向度を達成しました。
※2023年3月 京セラ調べによる
結晶方位解析(EBSDパターン)当社比較 赤の割合が高いほど配向度が高いことを示す
刃先状態比較(16.9分加工後) 当社比較
切りくず擦過によるクレータ摩耗や機械的なこすれ摩耗を抑制

切削条件:Vc = 300 m/min, ap = 1.5 mm, f = 0.3 mm/rev, Wet 被削材: SCM435
さらに、CA115P/CA125Pは超硬母材も刷新。高温時でも母材硬度が高く、塑性変形やそれに伴う膜剥離を抑制します。
刃先状態比較(当社比較)
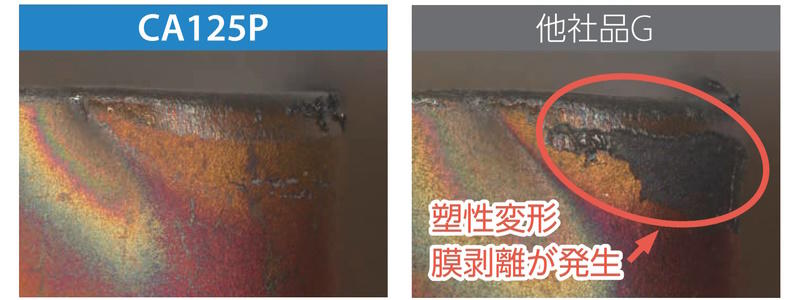
切削条件:Vc = 300 m/min, ap = 1.0 mm, f = 0.4 mm/rev, Dry 被削材:SCM435
CA115P/CA125Pに合わせて、鋼加工用ブレーカシリーズも拡充。新登場 中~荒加工用 PMGブレーカは、独自設計で中~荒加工の幅広い加工領域をカバーします。
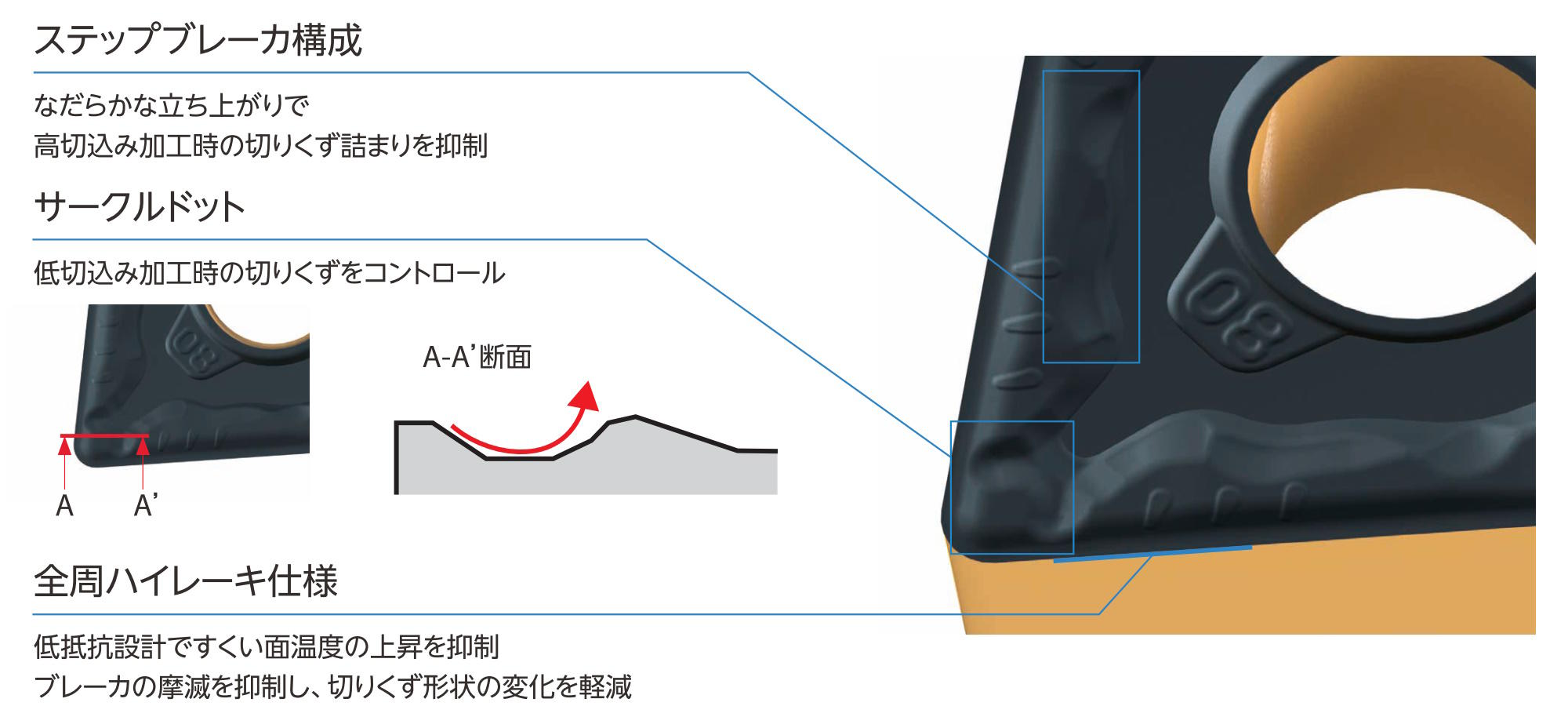
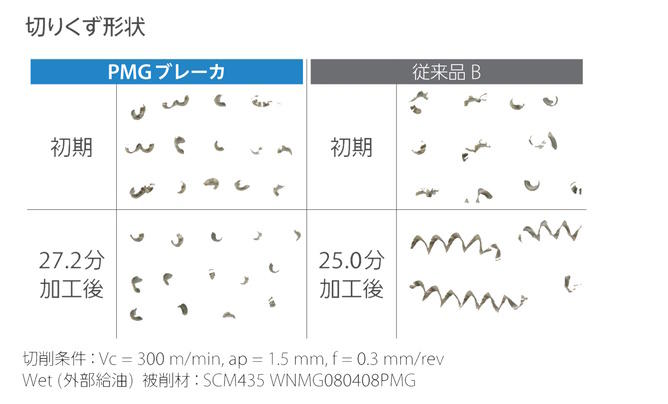
PMGブレーカは、ap = 0.5 ~ 5.0 mm、f = 0.1 ~ 0.5 mm/rev の幅広い領域で優れた切りくず処理を実現します。低切込み加工時は、サークルドットで切りくずをコントロール。高切込み加工時は、ステップブレーカ構成で切りくず詰まりを抑制。幅広い加工領域で優れた切りくず処理を実現し、工具集約に貢献します。
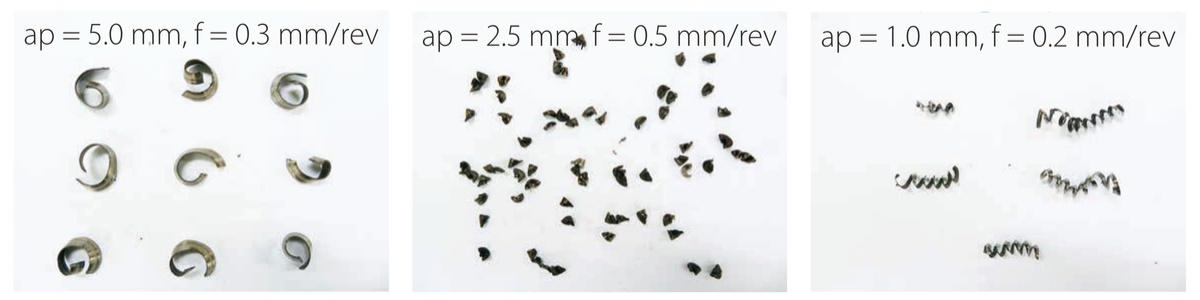
切削条件:Vc = 300 m/min, ap = 0.5~5.0 mm, f = 0.1~0.5 mm/rev
被削材:SCr420 CNMG120408PMG
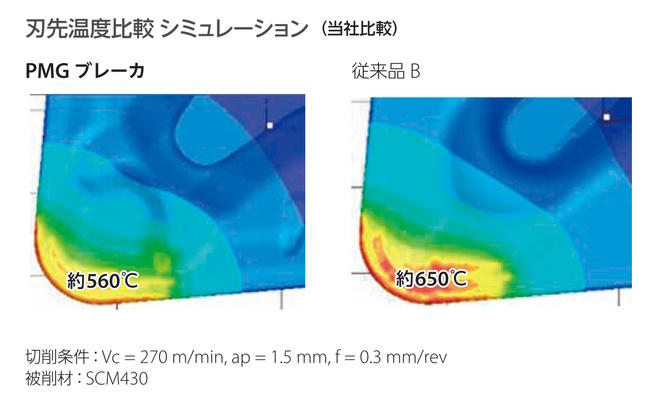
さらに、PMGブレーカは低抵抗設計ですくい面温度の上昇を抑制し、クレータ摩耗を低減します。加工が進行しても優れた切りくず処理が持続し、工具寿命の向上に貢献します。