Contacto
Precisión de agujero excelente con un diseño de baja fuerza de corte
- El diseño de baja fuerza de corte mejora la precisión de los agujeros
- El grosor óptimo del núcleo limita la deflexión
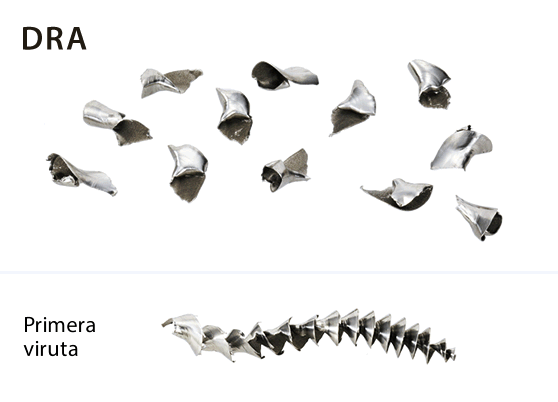
- Rotura de virutas en trozos pequeños incluso en aplicaciones de taladrado de agujeros profundos.
- Placa de fácil sustitución
- Duración de la herramienta prolongada y mecanizado estable de piezas de trabajo diversas
- Punta HQP de alta precisión para taladrado en acero y accesorio para chaflanes añadidos a la gama

 El diseño de baja fuerza de corte mejora la precisión de los agujeros
El diseño de baja fuerza de corte mejora la precisión de los agujeros
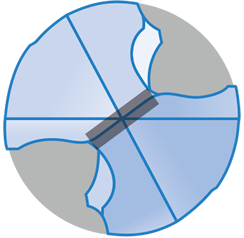
El filo especial con curva en S reduce la fuerza de corte y controla las vibraciones.
Imagen de la arista de corte
-
DRA


-
Taladro estándar
Comparación de fuerza de corte
(Evaluación interna)
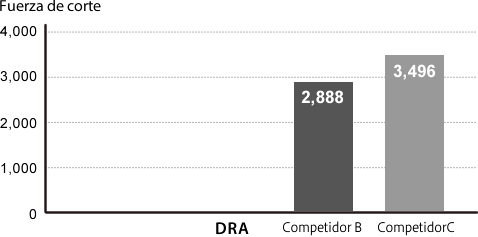

Condiciones de corte:Vc = 120m/min, f = 0.25mm/rev
Diámetro de taladradoφ14, Profundidad de taladrado 45mm, con refrigeración, Pieza de trabajo:C50
 El grosor óptimo del núcleo limita la deflexión
El grosor óptimo del núcleo limita la deflexión
Mayor precisión de agujero mediante el control de la deflexión de la broca gracias al núcleo un 20% más grueso que la del Competidor A.
Comparación del grosor del núcleo
-
DRA

-
Competidor A

Comparación redondez · cilindricidad
(Evaluación interna)
-
DRA
-
Competidor D
-
Competidor E
| Redondez | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Cilindricidad | 23.6μm | 34.3μm | 30.1μm |
Condiciones de corte:Vc = 120m/min, f = 0.3mm/rev
Diámetro de taladradoφ14, Posición de medición55mm, con refrigeración, Pieza de trabajo:C50
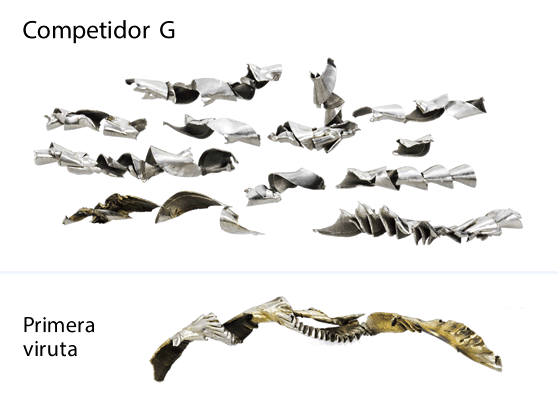
 Rotura de virutas en trozos pequeños incluso en aplicaciones de taladrado
de agujeros profundos.
Rotura de virutas en trozos pequeños incluso en aplicaciones de taladrado
de agujeros profundos.
Adelgazamiento óptimo de las virutas para una evacuación de virutas estable. La ranura de soporte con canal más ancho (5D, 8D) facilita una evacuación de virutas fluida.
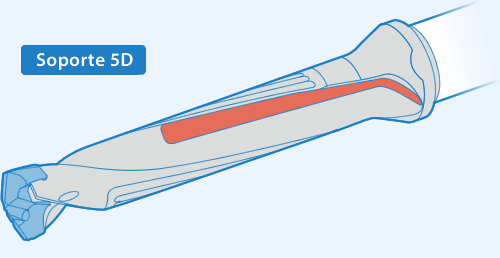

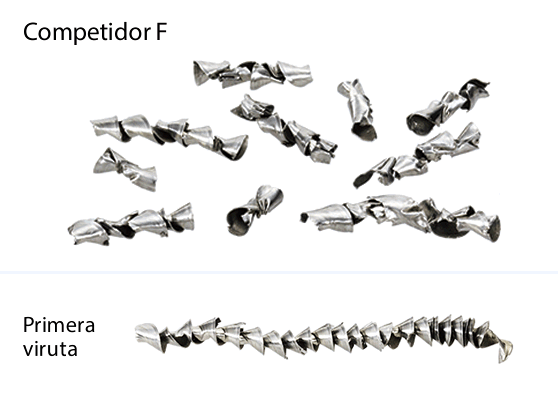
Comparación de virutas
Condiciones de corte:Vc = 60m/min, f = 0.2mm/rev, Diámetro de taladradoφ14
Profundidad de taladrado:70mm, con refrigeración, Pieza de trabajo:X5CrNi1810
Profundidad de taladrado:70mm, con refrigeración, Pieza de trabajo:X5CrNi1810
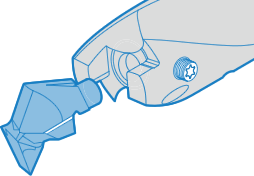
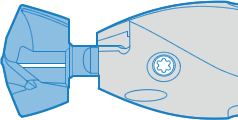
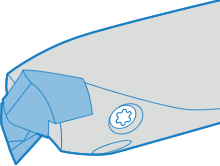
 Placa de fácil sustitución
Placa de fácil sustitución
Sustitución de la placa sin quitar el tornillo
-

Sustitución de la placa sin quitar el tornillo
-

Instale la placa sobre el portaherramientas (alinee la línea de guía de la placa con la posición del tornillo).
-

Sujete la placa apretando el tornillo.
 Duración de la herramienta prolongada y mecanizado estable de piezas
de trabajo diversas
Duración de la herramienta prolongada y mecanizado estable de piezas
de trabajo diversas
1ª recomendación
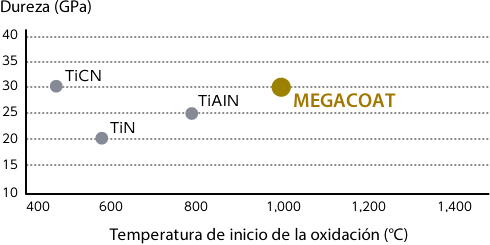
La calidad PR1535 MEGACOAT NANO se utiliza para mecanizar distintos materiales, desde acero hasta acero inoxidable, gracias a la combinación de un sustrato tenaz y un nano recubrimiento especial.
Propiedades del recubrimiento
Comparación de resistencia al desgaste
(Evaluación interna)
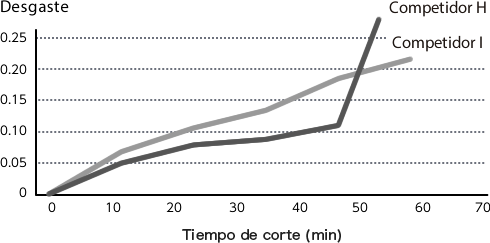
Condiciones de corte:Vc = 60m/min, f = 0.2mm/rev, Diámetro de taladradoφ14, Profundidad de taladrado:70mm, Wet Pieza de trabajo:42CrMo4
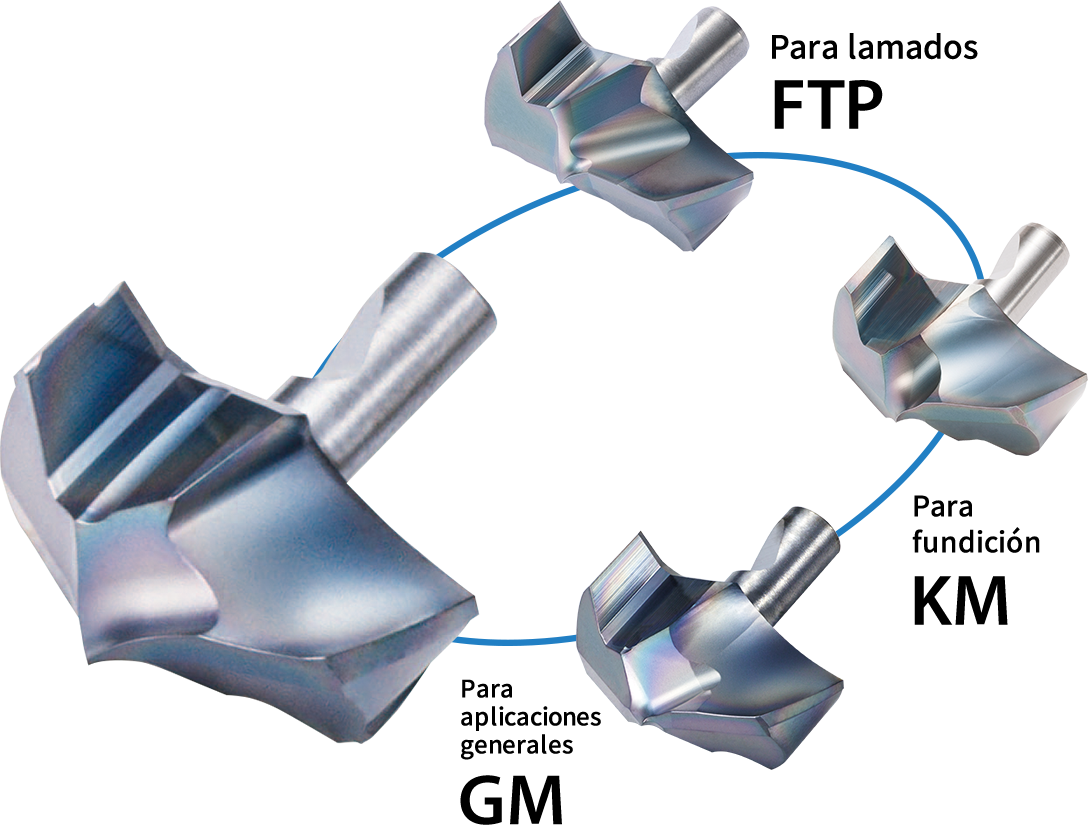
 Configura tu broca de acuerdo con tus
Configura tu broca de acuerdo con tus
requerimientos eligiendo entre nuestras
distintas puntas
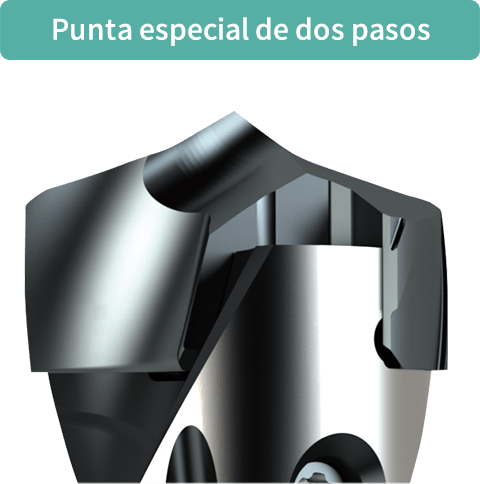
Cuatro tipos de puntas especialmente diseñadas para ofrecer los mejores
resultados en tu aplicación
Las fuerzas centrípetas mejoradas consiguen un mecanizado de alta precisión. Apto para centros de mecanizado y tornos.
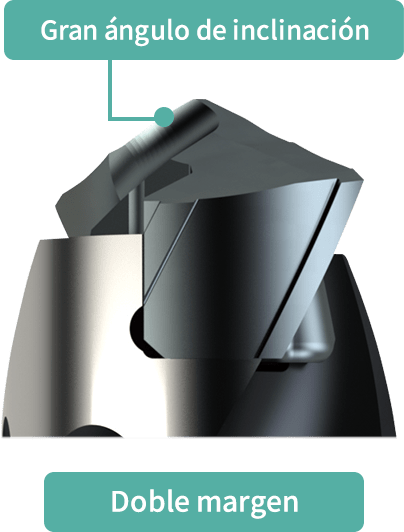
Ángulo de punta especial en dos pasos, gran ángulo de inclinación y doble margen reducen el esfuerzo inicial para un mecanizado de alta precisión.
Comparación de fuerza de corte
al penetrar en la pieza
al penetrar en la pieza
(Evaluación interna)
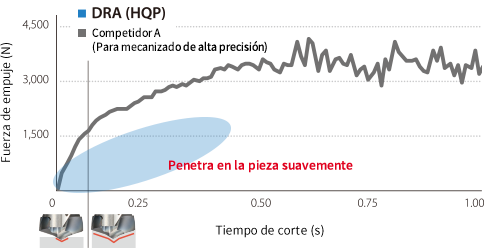

Condiciones de corte: Vc = 100 m/min, f = 0.25 mm/rev, H = 30 mm,
Húmedo, Pieza de trabajo : S50C ø16 (3D)


Casos prácticos
Accesorio 1.0040
Vc = 70m/min(n = 1,240min-1)
f = 0.23mm/rev(Vf = 285mm/min)
Profundidad de taladrado 100mm
con refrigeración, (Refrigerante interno)
Con punteado previo
SF25-DRA180M-8
DA1800M-GM PR1535

El competidor J utilizó un ciclo de picoteo para evitar los atascos de virutas. Evacuación de virutas controlada con DRA sin picoteo.
(Evaluación del usuario)
Placa X5CrNi1810
Vc = 60m/min (n = 2,120min-1)
f = 0.12mm/rev (Vf = 254mm/min)
Profundidad de taladrado 15mm
con refrigeración,(Refrigerante interno)
SS16-DRA090M-3
DA0900M-GM PR1535
DRA prolongó la duración de las herramientas en 5 veces frente al Competidor K. DRA mantuvo el mecanizado estable y el acabado excelente de las superficies con menos ruido de corte.
(Evaluación del usuario)
Por favor, contáctenos
![]() KYOCERA Corporation
KYOCERA Corporation