Контакты
Превосходная точность отверстий при конструкции, обеспечивающей малую силу резания
- Конструкция, обеспечивающая малую силу резания, улучшает точность отверстий.
- Оптимальная толщина перемычки ограничивает отклонение
- Дробление стружки на мелкие сегменты даже при сверлении глубоких отверстий
- Простая замена пластины
- Стабильная работа и стойкость сверла при обработке различных материалов
- Расширение ассортимента высокоточными сменными головками HQP и приспособлением для обработки фасок

 Конструкция, обеспечивающая малую силу резания, улучшает точность отверстий.
Конструкция, обеспечивающая малую силу резания, улучшает точность отверстий.
Специальная перемычка S-образной формы позволяет уменьшить осевую силу и контролировать вибрацию.
изображение режущей кромки
-
DRA


-
Стандартное
сверло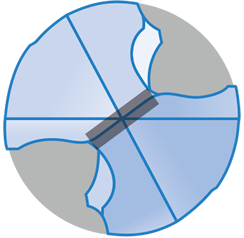
Сравнение силы резания
(оценка компании-разработчика)


Режимы резания:Vc=120м/мин, f=0.25мм/об
диаметр обработкиφ14, глубина обработки 45мм, СОЖ Заготовка:S50C
 Оптимальная толщина перемычки ограничивает отклонение
Оптимальная толщина перемычки ограничивает отклонение
По сравнению с конкурентом А точность отверстия выше за счет уменьшения отклонения сверла и увеличенной толщины перемычки на 20%.
Сравнение толщины перемычки
-
DRA

-
Конкурент A

Сравнение отклонения от круглости и цилиндричности
(оценка компании-разработчика)
-
DRA
-
Конкурент D
-
Конкурент E
| Отклонение от круглости | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Отклонение от цилиндричности | 23.6μm | 34.3μm | 30.1μm |
Режимы резания:Vc=120м/мин, f=0.3мм/об
диаметр обработкиφ14, положение измерения 55мм, СОЖ Заготовка:S50C
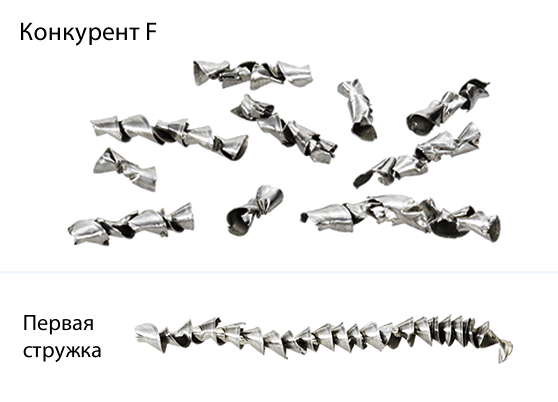
 Дробление стружки на мелкие сегменты даже при сверлении глубоких отверстий
Дробление стружки на мелкие сегменты даже при сверлении глубоких отверстий
Оптимизированная вспомогательная канавка большей ширины (5D, 8D) позволяет беспрепятственно удалять стружку.

Сравнение стружки
Режимы резания:Vc=60м/мин, f=0.2мм/об, диаметр обработкиφ14
глубина обработки:70мм, СОЖ Заготовка:SUS304
глубина обработки:70мм, СОЖ Заготовка:SUS304


 Простая замена пластины
Простая замена пластины
Замените пластину, не снимая сверла
-

Замените пластину, не снимая сверла
-

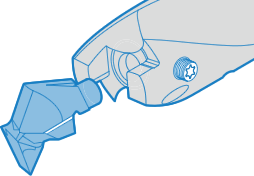
Вставьте пластину в корпус (совместите риску пластины с положением винта).
-

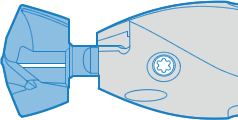
Зафиксируйте пластину, затянув винт.
 Стабильная работа и стойкость сверла при обработке различных материалов
Стабильная работа и стойкость сверла при обработке различных материалов
Рекомендовано в первую очередь
Сплав PR1535 с покрытием MEGACOAT NANO используется для обработки различных материалов, от стали до нержавеющей стали, и сочетает в себе прочную основу со специальным покрытием нано-слоем.
Свойства покрытия

Сравнение износостойкости
(оценка компании-разработчика)
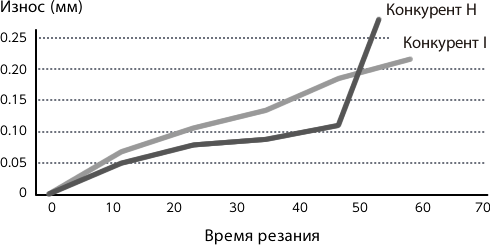
Режимы резания:Vc=60м/мин, f=0.2мм/об, диаметр обработкиφ14, глубина обработки:70мм, СОЖ Заготовка:SUS304
 Подберите сверло, оптимально походящее под ваши требования
Подберите сверло, оптимально походящее под ваши требования
Четыре геометрии сменных головок обеспечивают максимальный результат

Силы резания, направленные в центр, обеспечивают высокоточную обработку. Применяется как для фрезерных, так и для токарных станков.
Двойной угол при вершине, большой передний угол, двойная ленточка снижают пиковые нагрузки при входе в заготовку, увеличивая точность обработки.

Сравнение сил резания при
входе в заготовку
входе в заготовку
(Внутренняя оценка)


Условия обработки: vc=100 м/мин, f=0,25 мм/об, H=30 мм, СОЖ Заготовка: S50C ø16 (3D)




Практические примеры
Зажимное приспособление SS400
Vрез = 70 м/мин (n = 1240 мин-1)
f = 0,23 мм/об (Vf = 285 мм/мин)
Глубина резания 100 мм
Работа с СОЖ (СОЖ, подаваемая
через инструмент)
С обработкой отверстия по центру
SF25-DRA180M-8
DA1800M-GM PR1535


Конкурент J применяет цикл сверления с периодическим выводом сверла,
чтобы избежать пакетирования стружки. Сверло DRA обеспечило эвакуацию стружки без применения цикла сверления с периодическим выводом сверла.
(Данные заказчика)
Пластина X5CrNi1810
Vрез = 60 м/мин (n = 2120 мин-1)
f = 0,12 мм/об (Vf = 254 мм/мин)
Глубина резания 15 мм
Работа с СОЖ (СОЖ, подаваемая
через инструмент)
SS16-DRA090M-3
DA0900M-GM PR1535


Сверло DRA продемонстрировало стойкость инструмента в 5 раз большую по
сравнению с конкурентом K. Сверло DRA обеспечивало стабильную обработку и прекрасное качество поверхности при меньшем шуме во время резания.
(Данные заказчика)
Для получения дополнительной информации по данному продукту, нажмите здесь
![]() KYOCERA Corporation
KYOCERA Corporation