Kontakt
Hervorragende Bohrgenauigkeit mit geringer Schnittkraft
- Geringe Schnittkräfte für verbesserte Bohrgenauigkeit
- Optimierter Bohrerkern verringert Deflexion
- Guter Spanbruch selbst bei Tieflochbohrungen
- Einfacher Bohrkronen Austausch
- Lange Werkzeugstandzeit und stabile Bearbeitung verschiedener Materialien
- HQP-Bohrkrone für die hochpräzise Stahlbearbeitung und Fasenaufsatz sind neu im Programm

 Geringe Schnittkräfte für verbesserte Bohrgenauigkeit
Geringe Schnittkräfte für verbesserte Bohrgenauigkeit
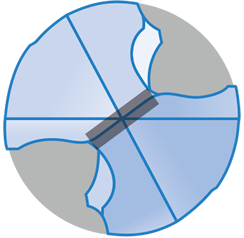
Spezielle s-förmige Querschneide reduziert Druck und Vibrationen.
Vergleich der Schneidkanten
-
DRA


-
Standard Bohrer
Vergleich der Schnittkräfte
(Firmeninterne Auswertung)


Schnittbedingungen: Vc = 120 m/min, f = 0,25 mm/U,
Bohrdurchmesser = ø 14 mm, Bohrtiefe = 45 mm, nass/Werkstück: C50
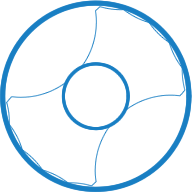
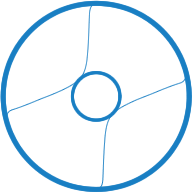
 Optimierter Bohrerkern verringert Deflexion
Optimierter Bohrerkern verringert Deflexion
Verbesserte Bohrgenauigkeit durch Vermeidung von Deflexion mit einem 20 % dickeren Bohrerkern. Verglichen mit Wettbewerber A.
Vergleich der Bohrerkerne
-
DRA

-
Wettbewerber A

Vergleich der Rundheit / Zylindrizität
(Firmeninterne Auswertung)
-
DRA
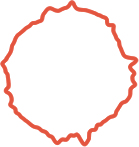
-
Wettbewerber D
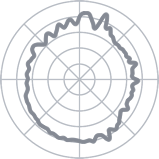
-
Wettbewerber E
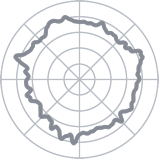
| Rundheit | 18.7 μm | 31.1 μm | 27.3 μm |
|---|---|---|---|
| Zylindrizität | 23.6 μm | 34.3 μm | 30.1 μm |
Schnittbedingungen: Vc = 120 m/min, f = 0,3 mm/U,
Bohrdurchmesser = ø 14 mm, Messposition = 55 mm, nass Werkstück: C50
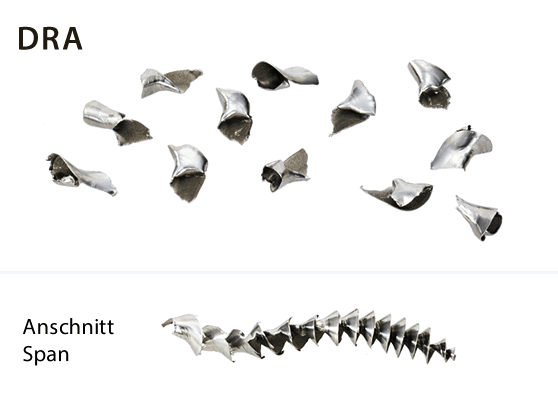
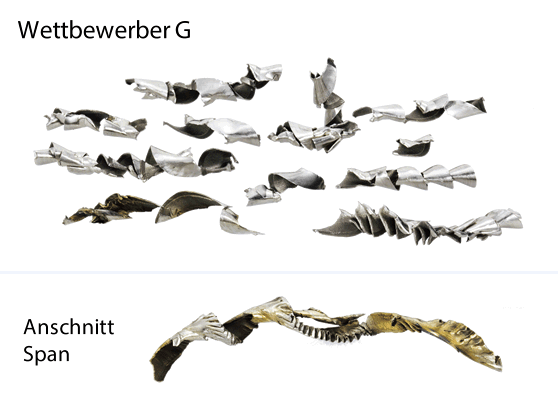
 Guter Spanbruch selbst bei Tieflochbohrungen
Guter Spanbruch selbst bei Tieflochbohrungen
• Optimierte Spanverdünnung für stabile Spanabfuhr
• Stütznut mit breiterer Auskehlung (5D, 8D) ermöglicht gleichmäßige Spanabfuhr
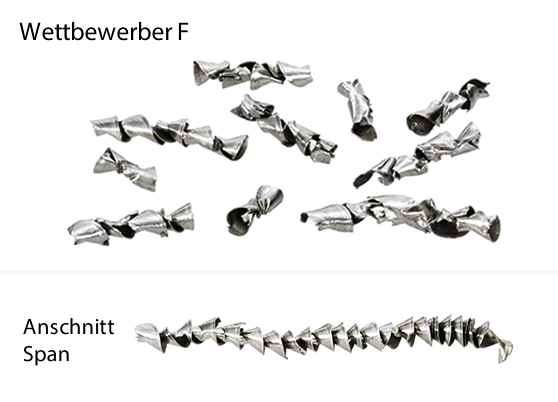
Vergleich der Späne
Schnittbedingungen: Vc = 60 m/min, f = 0,2 mm/U, Bohrdurchmesser ø14 mm,
Bohrtiefe = 70 mm, nass Werkstück: X5CrNi1810
Bohrtiefe = 70 mm, nass Werkstück: X5CrNi1810
 Einfacher Bohrkronen Austausch
Einfacher Bohrkronen Austausch
Austauschen der Bohrkrone, ohne die Schraube zu entfernen.
-
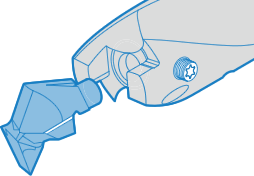

Austauschen der Bohrkrone, ohne die Schraube zu entfernen.
-
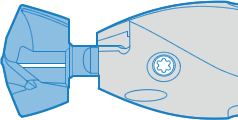

Montieren Sie die Bohrkrone auf dem Werkzeughalter (Richten Sie die Markierung der Bohrkrone an der Schraube aus).
-
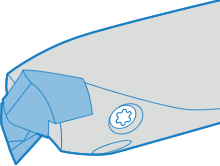

Befestigen Sie die Bohrkrone durch Anziehen der Schraube.
 Lange Werkzeugstandzeit und stabile Bearbeitung verschiedener Materialien
Lange Werkzeugstandzeit und stabile Bearbeitung verschiedener Materialien
1. Empfehlung

MEGACOAT NANO PR1535 wird für verschiedene Materialien von Stahl bis Rostfreier Stahl eingesetzt – in Kombination eines zähen Substrats und einer speziellen Nano-Beschichtung.
Beschichtungseigenschaften
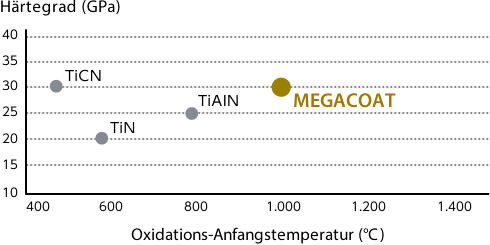
Vergleich der Verschleißfestigkeit
(Firmeninterne Auswertung)
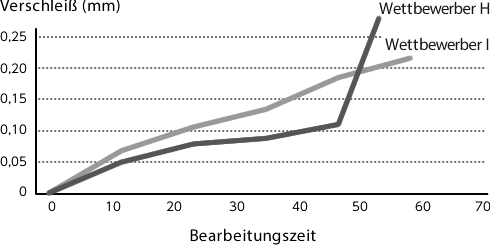
Schnittbedingungen: Vc = 100 m/min, f = 0,25 mm/U,
Bohrdurchmesser = ø14 mm, Bohrtiefe = 45 mm, nass Werkstück: 42CrM04
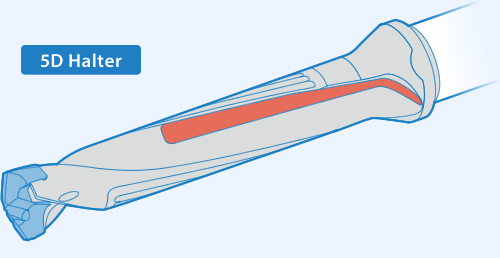
 Konfigurieren Sie Ihren Bohrer nach
Konfigurieren Sie Ihren Bohrer nach
Ihren Wünschen
Vier Ausführungen, die speziell entwickelt wurden, um die besten
Ergebnisse für Ihre Anwendung zu erzielen
Hochpräzise Herstellung von Bohrungen in Bearbeitungszentren oder sogar in Drehmaschinen dank der Zentrierfunktion.
Spezieller zweistufiger Spitzenwinkel, großer Spanwinkel und doppelte Führungsfasen können zentrifugale Verformung unterdrücken und sorgen für einen hochpräzisen Prozess

Vergleich Schnittkräfte beim
Eingriff in das Werkstück
Eingriff in das Werkstück
(Interne Auswertung)


Schnittbedingungen: Vc = 100 m/min, f = 0,25 mm/U, H = 30 mm,
Nassbearbeitung
Werkstück : C50ø16 (3D)




Fallstudien
Halterung 1.0040
Vc = 70 m/min (n = 1.240 min-1)
f = 0,23 mm/U (Vf = 285 mm/min)
Bohrtiefe = 100 mm
Nass (Innenkühlung)
Mit Anbohrung
SF25-DRA180M-8
DA1800M-GM PR1535

Wettbewerber J arbeitete mit programmiertem Spanbruch, um einen Spanstau zu verhindern. DRA sorgte auch ohne programmierten Spanbruch für kontrollierte Spanabfuhr.
(Anwender Auswertung)
Platte X5CrNi1810
Vc = 60 m/min (n = 2.120 min-1)
f = 0.12 mm/U (Vf = 254 mm/min)
Bohrtiefe = 15 mm
Nass (Innenkühlung)
SS16-DRA090M-3
DA0900M-GM PR1535


DRA sorgte für eine bis zu 5-mal längere Standzeit im Vergleich zu Wettbewerber K. DRA ermöglichte eine stabile Bearbeitung und exzellente Oberflächen bei weniger Bohrgeräuschen.
(Anwender Auswertung)
Kontaktieren Sie uns
![]() KYOCERA Corporation
KYOCERA Corporation