问询
低阻力设计实现理想的孔精度

 低阻力设计保证孔精度提高
低阻力设计保证孔精度提高
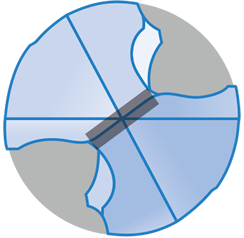
通过采用了特殊凿形的S字曲线切刃,降低切削阻力、抑制入刀时的振动
切刃示意
-
DRA


-
一般钻头
切削阻力比较
(本公司比较)
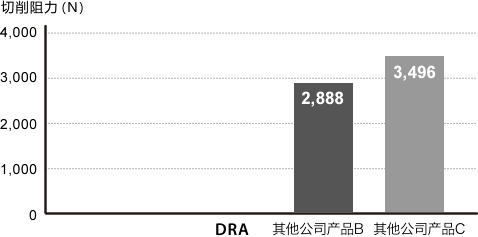

切削条件: Vc=120m/min, f=0.25mm/rev
加工径φ14, 加工深度 45mm, Wet 加工材料:50# (S50C)
 刀杆芯厚大、抑制挠曲变形
刀杆芯厚大、抑制挠曲变形
与其他公司产品A相比,芯厚增厚约20%,抑制挠曲变形、提高孔径精度
芯厚比较
-
DRA

-
其他公司产品A

真圆度、圆柱度比较
(本公司比较)
-
DRA
-
其他公司产品D
-
其他公司产品E
| 真圆度 | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| 圆柱度 | 23.6μm | 34.3μm | 30.1μm |
切削条件: Vc=120m/min, f=0.3mm/rev
加工径φ14, 测定位置 55mm, 加工材料:50# (S50C)
 细碎的切断切屑。
细碎的切断切屑。
即使在深孔加工上也能实现良好的切屑排出
适宜的修磨保证稳定的切屑排出
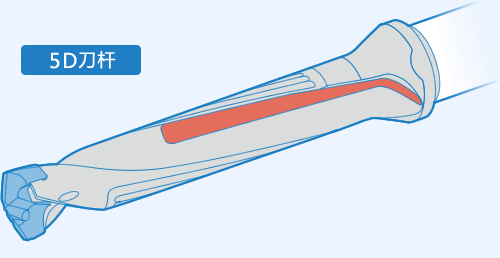
扩展了刀杆后端面的辅助槽(5D、8D)发挥效用,将切屑顺畅排出
切屑比较
切削条件: Vc=60m/min, f=0.2mm/rev, 加工径φ14
加工深度: 70mm, 加工材料:0Cr18Ni9 (SUS 304)
加工深度: 70mm, 加工材料:0Cr18Ni9 (SUS 304)



 简单钻尖更换
简单钻尖更换
不用拆卸固定螺钉即可实现钻尖更换
-
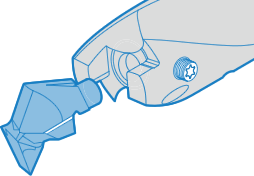

不用拆卸固定螺钉即可插入钻尖
-

将钻尖上的白色规线对准螺钉位置插入
-

用扳手锁紧固定螺钉来固定
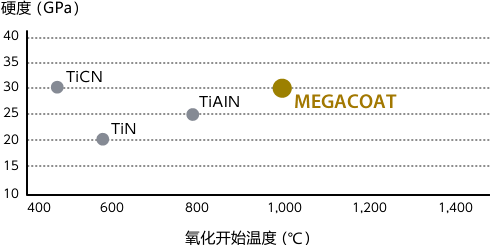
 多种被削材上实现长寿命、稳定加工
多种被削材上实现长寿命、稳定加工
第1推荐材质


MEGACOAT NANO PR1535,高韧性母材与特殊纳米多层涂层的组合,在钢到不锈钢的加工中发挥优质的性能
涂层特性
耐磨损性比较
(本公司比较)
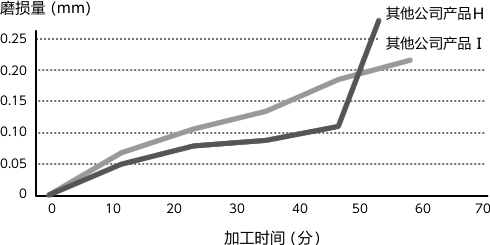
切削条件: Vc=60m/min, f=0.2mm/rev, 加工径φ14, 加工深度: 70mm,
Wet 加工材料:42CrMoH (SCM440H)
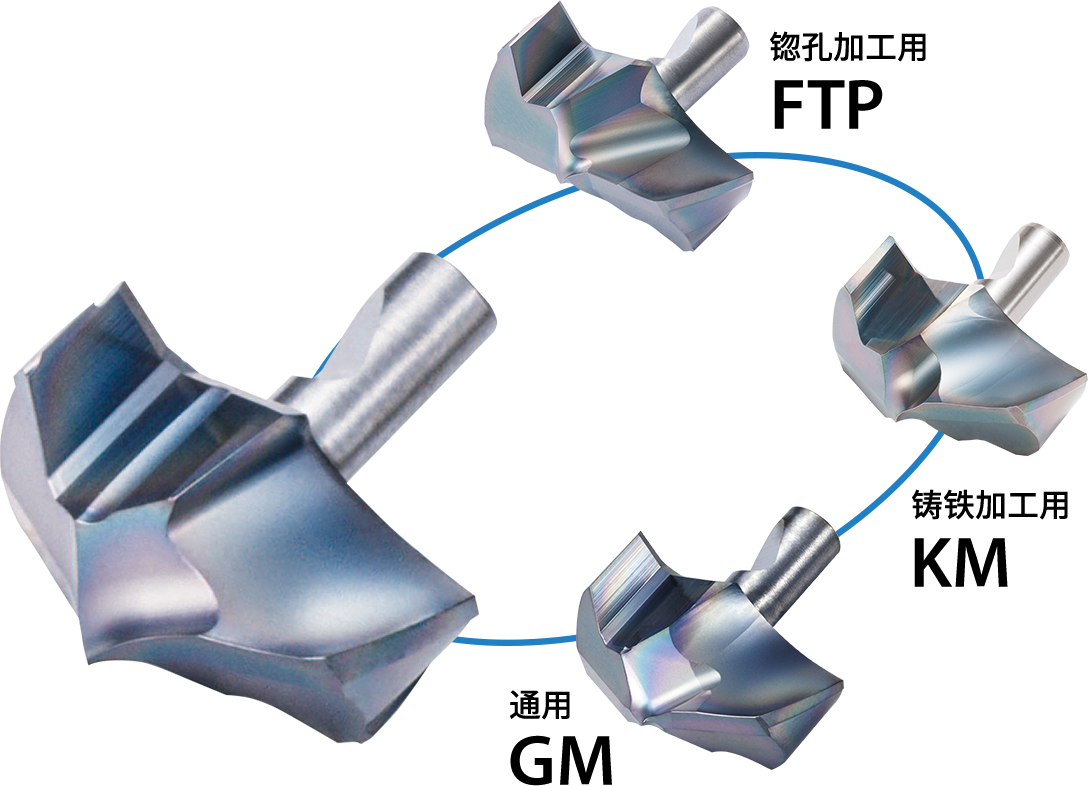
 配合加工方式,4种钻尖可供选择
配合加工方式,4种钻尖可供选择
可对应多种加工的设计,提高了加工效率和孔精度。

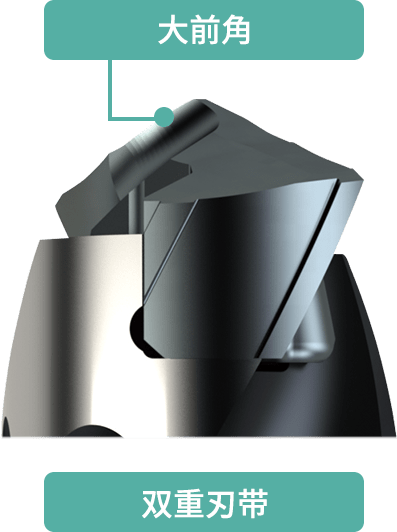
实现加工中心车床高向心性高精度加工
特殊2段钻尖角、大前角、双重刃带可抑制刀具振刀,实现高精度加工
进刀时的切削阻力对比
(本公司对比)
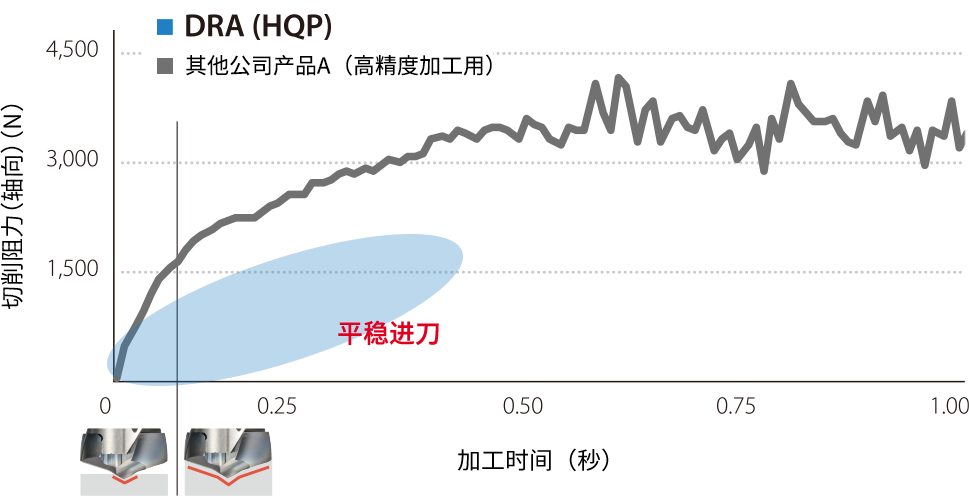

切削参数:Vc = 100 m/min, f = 0.25 mm/rev, H = 30 mm, Wet
加工材料:50# (S50C) ø16 (3D)



加工实例
配件 A283(17100)
Vc=70m/min(n=1,240min-1)
f=0.23mm/rev(Vf=285mm/min)
加工深度 100mm
Wet (内部给油)
有中心加工
SF25-DRA180M-8
DA1800M-GM PR1535

其他公司产品J发生了切屑阻塞,所以采取了分段加工,DRA即使不采用分段加工依然切屑排出良好 (根据客户评价)
钢板 304(X5CrNi18 10)
Vc=60m/min (n=2,120min-1)
f=0.12mm/rev (Vf=254mm/min)
加工深度 15mm
Wet(内部给油)
SS16-DRA090M-3
DA0900M-GM PR1535

与其他公司产品K相比DRA寿命提高5倍。另外切削音小、加工面也良好,可实现稳定加工。(根据客户评价)