Contact
Excellente précision de perçage avec un outil à faibles efforts de coupe
- Le design pour diminuer les efforts de coupe, améliore la précision des trous
- Une épaisseur d’âme optimale limite la flexion
- Copeaux fins même dans des applications de perçage de trous profonds
- Remplacement aisé de la plaquette
- Durée de vie prolongée de l’outil et usinage stable des pièces diverses
- L'embout de haute précision HQP pour aciers et les bagues de chanfreinage ont été ajoutées à la gamme

 Le design pour diminuer les efforts de coupe, améliore la précision des trous
Le design pour diminuer les efforts de coupe, améliore la précision des trous
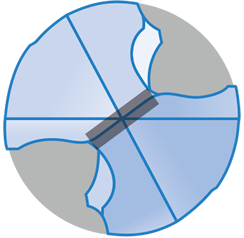
L’arête transversale spéciale à rayon en S réduit la force de pénétration et contrôle les vibrations.
Image d’arête de coupe
-
DRA


-
Foret standard
Comparaison de la force de coupe
(Évaluation interne)
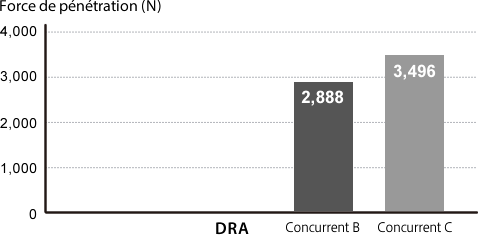

Conditions de coupe:Vc = 120m/min, f = 0.25mm/tr
Diamètre de perçageφ14, Profondeur de perçage 45mm, Wet Materiau:C50
 Une épaisseur d’âme optimale limite la déviation
Une épaisseur d’âme optimale limite la déviation
Précision de perçage améliorée en contrôlant la déviation du foret avec une épaisseur d’âme supérieure de 20 % par rapport au Concurrent A.
Comparaison d’épaisseur d’âme
-
DRA

-
Concurrent A

Comparaison · ovalisation/cylindricité
(Évaluation interne)
-
DRA
-
Concurrent D
-
Concurrent E
| Ovalisation | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Cylindricité | 23.6μm | 34.3μm | 30.1μm |
Conditions de coupe:Vc = 120m/min, f = 0.3mm/tr
Diamètre de perçageφ14, Position de mesure55mm, Wet Materiau:C50
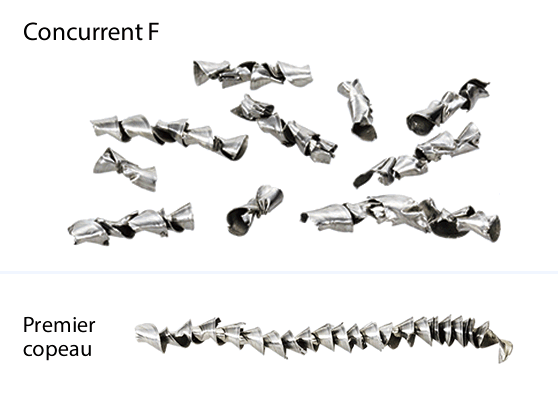
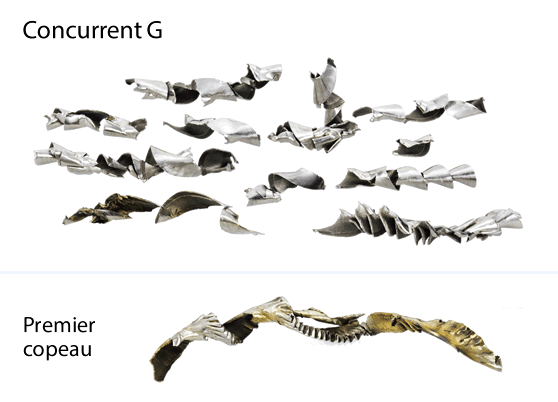
 Copeaux fins même dans des applications de perçage de trous profonds
Copeaux fins même dans des applications de perçage de trous profonds
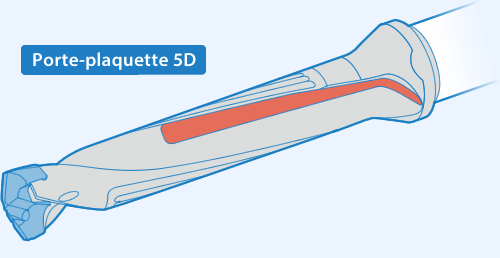
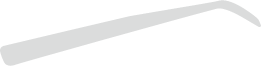
Amincissement des copeaux optimisé pour une évacuation stable des copeaux Goujure additionnelle pour goujure longue (5D, 8D) permet une évacuation régulières des copeaux
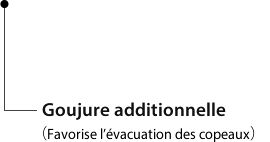
Comparaison des copeaux
Conditions de coupe:Vc = 60m/min, f = 0.2mm/tr, Diamètre de perçageφ14
Profondeur de perçage:70mm, Wet Materiau:Z7CN18-09
Profondeur de perçage:70mm, Wet Materiau:Z7CN18-09
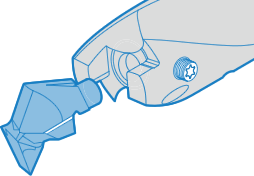
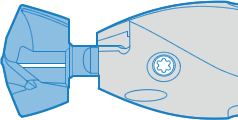
 Remplacement aisé de la plaquette
Remplacement aisé de la plaquette
Remplacer la plaquette sans retirer la vis
-

Remplacer la plaquette sans retirer la vis
-

Installer la plaquette sur le porte-plaquettes (aligner la ligne guide de la plaquette sur la position de la vis).
-

Fixer la plaquette en serrant la vis.
 Durée de vie prolongée de l’outil et usinage stable des pièces diverses
Durée de vie prolongée de l’outil et usinage stable des pièces diverses
1ers choix

Un revêtement MEGACOAT NANO nuance PR1535 est utilisé pour usiner divers matériaux de l’acier à l’acier inoxydable avec la combinaison d’un substrat résistant et un revêtement nano spécial.
Propriétés des revêtements
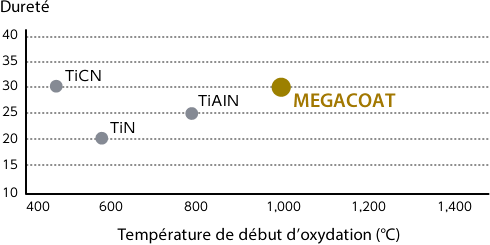
Comparaison de la résistance à l’usure
(Évaluation interne)
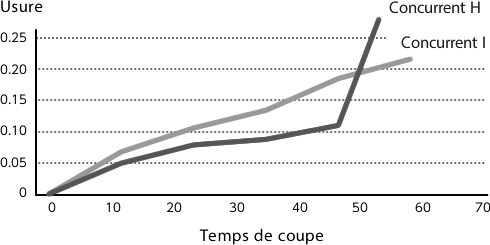
Conditions de coupe:Vc = 60m/min, f = 0.2mm/tr, Diamètre de perçageφ14, Profondeur de perçage:70mm, Avec lubrification:Z7CN18-09
 Choisissez votre foret en fonction
Choisissez votre foret en fonction
de vos besoins en choisissant parmi
les plaquettes
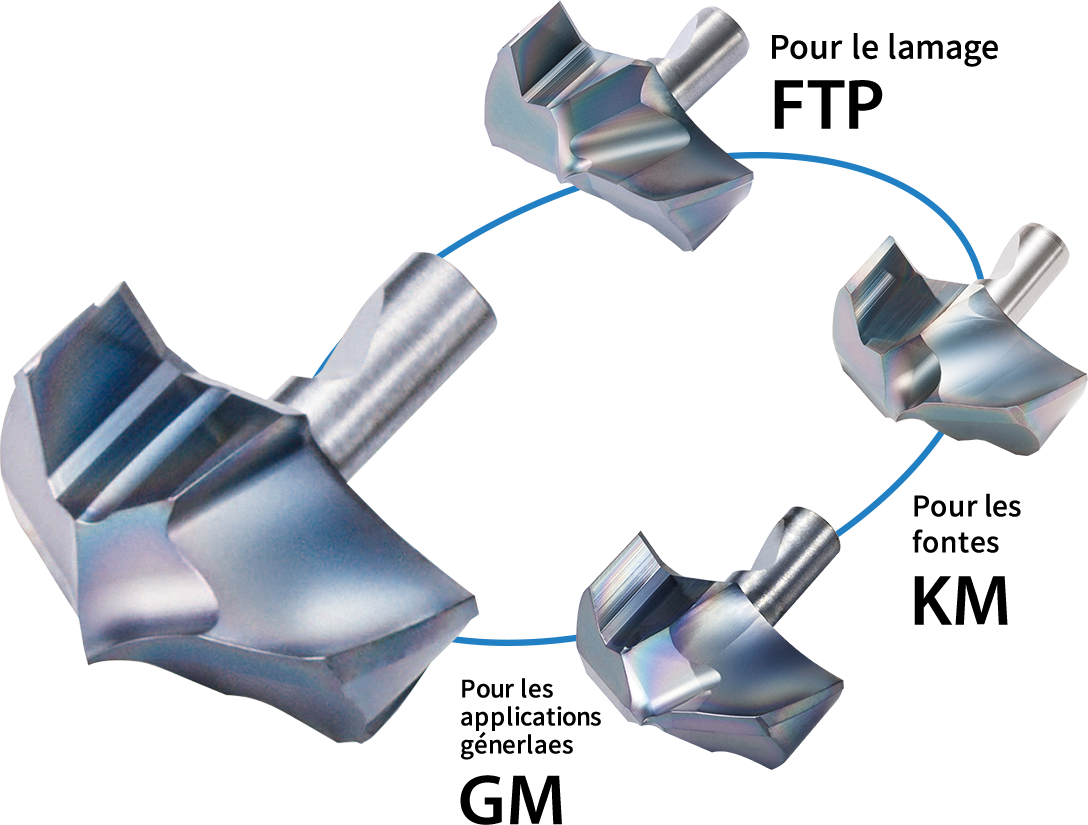
4 types d'embouts spéciallement conçus pour offrir le meilleur résultat
pour votre application
L'amélioration des forces centripètes permet un usinage de haute précision. Utilisables sur tours comme sur centres d'usinages
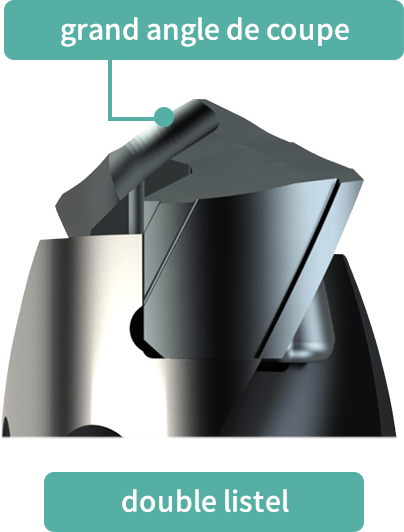
La conception à 2 angles en bout ,le grand angle de coupe et le double listel permettent de réduire l'impact à l'attaque pour un usinage de plus grande précision,
Comparaison des efforts de
coupe à l'attaque de la pièce
coupe à l'attaque de la pièce
(évaluation interne)
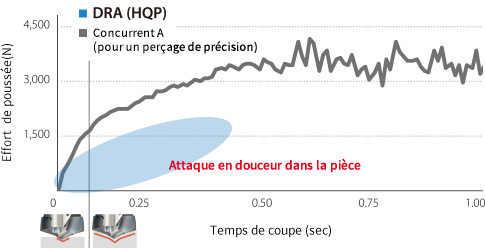

Conditions de coupe : Vc = 100 m/min, f = 0.25 mm/tr, H = 30 mm,
arrosage matière : S50C ø16 (3D)



Études de cas
Pièce E28-2
Vc = 70m/min(n = 1,240min-1)
f = 0.23mm/tr(Vf = 285mm/min)
Profondeur de perçage100mm
Avec arrosage (interne)
Avec perçage du trou central
SF25-DRA180M-8
DA1800M-GM PR1535

Le Concurrent J a appliqué un cycle de fraisage incrémental pour éviter le bourrage des copeaux. Évacuation des copeaux contrôlée par le DRA sans fraisage incrémental.
(Évaluation des utilisateurs)
Plaque Z7CN18-09
Vc = 60m/min (n = 2,120min-1)
f = 0.12mm/tr (Vf = 254mm/min)
Profondeur de perçage 15mm
Avec arrosage(interne)
SS16-DRA090M-3
DA0900M-GM PR1535

Le foret DRA a permis de multiplier par cinq la durée de vie par rapport au Concurrent K. Il offre un usinage stable et un état de surface excellent avec un bruit de coupe réduit.
(Évaluation des utilisateurs)
Veuillez nous contacter
![]() KYOCERA Corporation
KYOCERA Corporation