Contatto
Eccellente precisione del foro e design ottimizzato per ridurre gli sforzi di taglio
- Il design a forza di taglio ridotta migliora la precisione del foro
- Elevata ridigità per mezzo della sezione centrale rinforzata
- Evacuazione truciolo ottimale e uniformità qualitativa anche su fori profondi
- Semplice sostituzione dell'inserto
- Lunga vita dell'inserto e stabilità in lavorazione
- Nuova cuspide HQP a doppio imbocco per lavorazioni dell'acciaio con alta qualità

 Il design a forza di taglio ridotta migliora la precisione del foro
Il design a forza di taglio ridotta migliora la precisione del foro
Tagliente a forma di S appositamente studiato per ridurre la forza di spinta e controllare le vibrazioni.
Immagine del tagliente
-
DRA


-
Punta standard
Confronto della forza di taglio
(Valutazione interna)
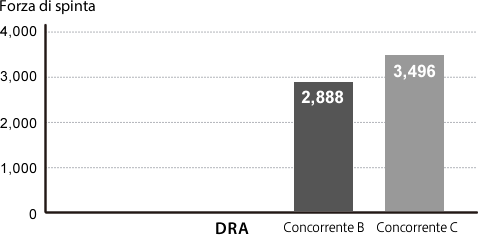

Condizioni di taglio:Vc = 120m/min, f=0.25 m/giro
Diametro di foraturaφ14, Profondità di taglio 45mm, con refrigerante,
Pezzo:C50
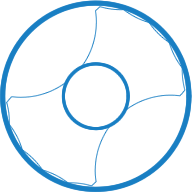
 Elevata rigidità grazie alla sezione del nucleo centrale rinforzata
Elevata rigidità grazie alla sezione del nucleo centrale rinforzata
Maggiore precisione del foro grazie alla maggiore ridigità della punta ottenuta incrementando la sezione centrale del 20% rispetto al concorrente A.
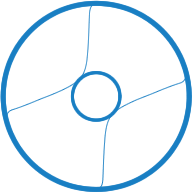
Confronto dello spessore dell'anima
-
DRA

-
Concorrente A

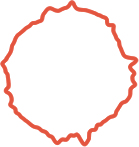
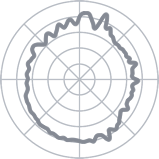
Rotondità · Confronto della cilindricità
(Valutazione interna)
-
DRA
-
Concorrente D
-
Concorrente E
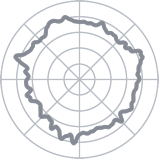
| Rotondità | 18.7μm | 31.1μm | 27.3μm |
|---|---|---|---|
| Cilindricità | 23.6μm | 34.3μm | 30.1μm |
Condizioni di taglio: Vc = 120 m/min, f = 0,3 mm/giro
Diametro di foratura = ø 14 mm, posizione di misurazione = 55 mm, con refrigerante, Pezzo: C50
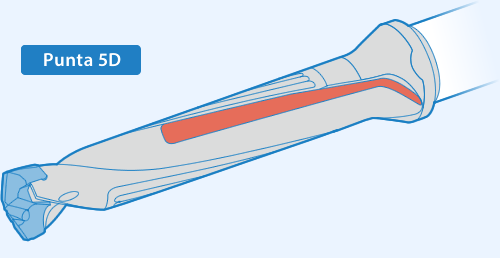
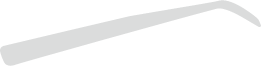
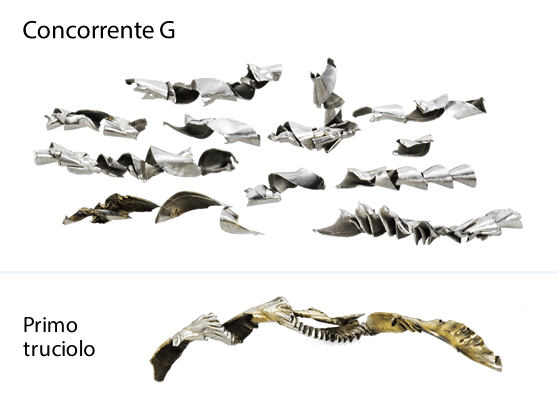
 Evacuazione truciolo ottimale e uniformità qualitativa anche su fori profondi
Evacuazione truciolo ottimale e uniformità qualitativa anche su fori profondi
Assottigliamento del truciolo per una evacuazione ottimale. Ampia area di scarico in forature profonde (5D, 8D) per una gestione ottimale del truciolo.
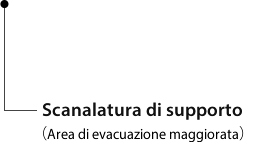
Confronto dei trucioli
Condizioni di taglio: Vc = 60 m/min, f = 0,2 mm/giro, diametro di foratura = ø 14 mm
Profondità di foratura = 70 mm, con refrigerante, Pezzo: X5CrNi1810
Profondità di foratura = 70 mm, con refrigerante, Pezzo: X5CrNi1810

 Semplice sostituzione della cuspide
Semplice sostituzione della cuspide
-
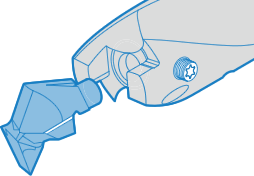

Sostituire la cuspide senza rimuovere la vite
-
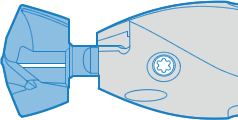

Installare la cuspide nella punta allineando la tacca di riferimento alla posizione della vite.
-
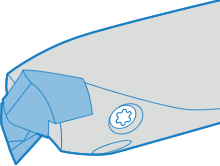

Fissare la cuspide serrando la vite.
 Lunga vita dell'inserto e stabilità in lavorazione
Lunga vita dell'inserto e stabilità in lavorazione
1a scelta

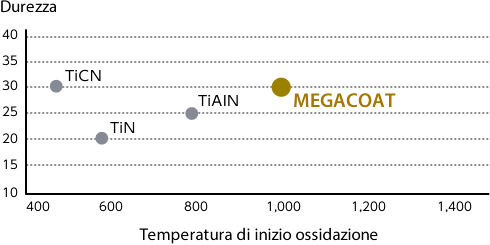
Il grado PR1535, MEGACOAT NANO viene utilizzato nella lavorazione di diversi materiali, dall'acciaio all'acciaio inossidabile grazie alla combinazione di un substrato resistente e uno speciale strato di rivestimento.
Proprietà del rivestimento
Confronto della resistenza all'usura
(Valutazione interna)
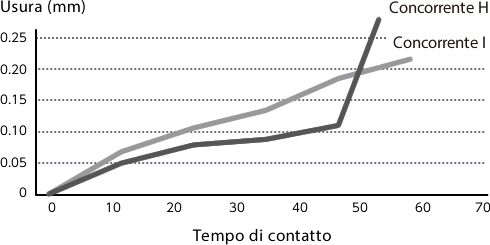
Condizioni di taglio: Vc = 60 m/min, f = 0,2 mm/giro, diametro di foratura = ø 14 mm Profondità di foratura = 70 mm, con refrigerante, Pezzo: X5CrNi18 10
 Configurate la vostra punta secondo
Configurate la vostra punta secondo
le vostre esigenze e scelta dei relativi
inserti
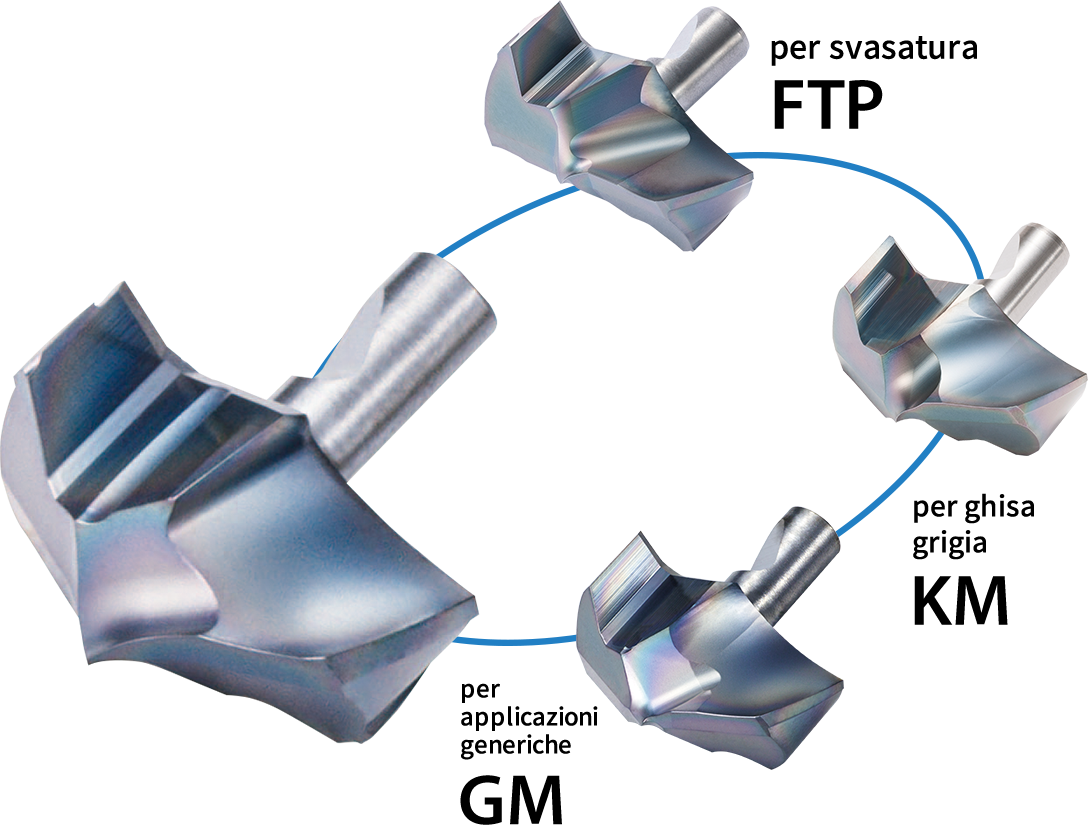
Quattro tipologie di inserti per offrire risultati migliori per ogni
applicazione
La forza centripeta generata migliora la qualità e precisione nella lavorazione. Idonea per centri di lavoro e torni.
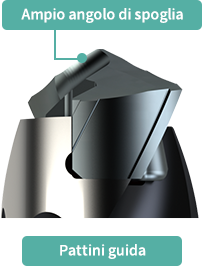
La geometria autocentrante a doppio imbocco,l'ampio angolo di spoglia e i pattini guida consentono un ingresso nel materiale da lavorare più dolce e lavorazioni di qualità elevata.
Forza di taglio in ingresso
lavorazione a confronto
lavorazione a confronto
(Valutazione interna)
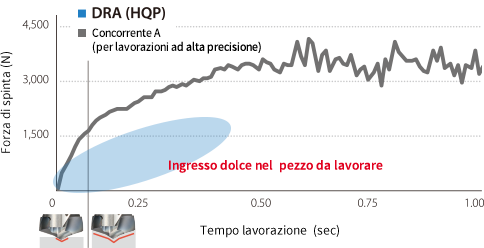

Condizioni di taglio : Vc = 100 m/min, f = 0.25 mm/giro, H = 30 mm,
con refrigerante, Pezzo : S50C ø16 (3D)



Esempi di applicazione
Montaggio particolare 17100
Vc = 70m/min(n = 1,240min-1)
f = 0.23mm/rev(Vf = 285mm/min)
Profondità di taglio100mm
Con refrigerante (refrigerante interno)
Con foratura centrale
SF25-DRA180M-8
DA1800M-GM PR1535

Il concorrente J, al fine di evitare l'intasamento del truciolo, ha applicato in fase di entrata nel pezzo un ciclo dedicato. DRA consente di gestire l'evacuazione del truciolo senza questa operazione aggiuntiva.
(Giudizio dell'utente)
Piastra X5CrNi18 10
Vc = 60m/min (n = 2,120min-1)
f = 0.12mm/rev (Vf = 254mm/min)
Profondità di taglio 15mm
Con refrigerante (refrigerante interno)
SS16-DRA090M-3
DA0900M-GM PR1535

La tecnologia DRA ha esteso la vita dell'utensile di 5 volte rispetto al concorrente K. La tecnologia DRA ha mantenuto una lavorazione stabile e un'eccellente finitura di superficie con minore rumore di taglio.
(Giudizio dell'utente)
Contattateci
![]() KYOCERA Corporation
KYOCERA Corporation